-

沧州龙都管道有限公司
主营:钢套钢蒸汽保温钢管,聚氨酯直埋保温管,饮用水防腐管道

沧州龙都管道有限公司
主营:钢套钢蒸汽保温钢管,聚氨酯直埋保温管,饮用水防腐管道 12
12

一、组成
由脂肪族聚氨酯预聚物与环氧树脂、优质颜料、助剂、溶剂组成。**于食品、饮用水等所接触的设备、输配水管道、饮水舱表面的防腐。
二、性能
该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜无毒性,高固体、低粘度,是一种强附着、高强度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20~120℃范围内。
三、技术指标:
1、干燥时间:表干30min 实干6h
2、柔韧性:1mm
3、耐冲击性:50cm
4、附着力:1级
环氧煤沥青漆介绍
一.组成
该产品是由环氧树脂、煤焦油沥青、防锈颜料、助剂、改性胺配制而成。产品具有干燥迅速,附着力好、柔韧性好,双组分包装、施工方便。具有耐酸、耐碱、耐盐、耐水、耐油等特点。
二、特性及用途:
该漆综合了环氧树脂的机械强度高、粘接力大、耐化学介质浸蚀和沥青的耐水、抗微生物、抗植物根系的特点,是一种高性能的防腐绝缘涂料,该产品有良好的耐化学性、耐水性。
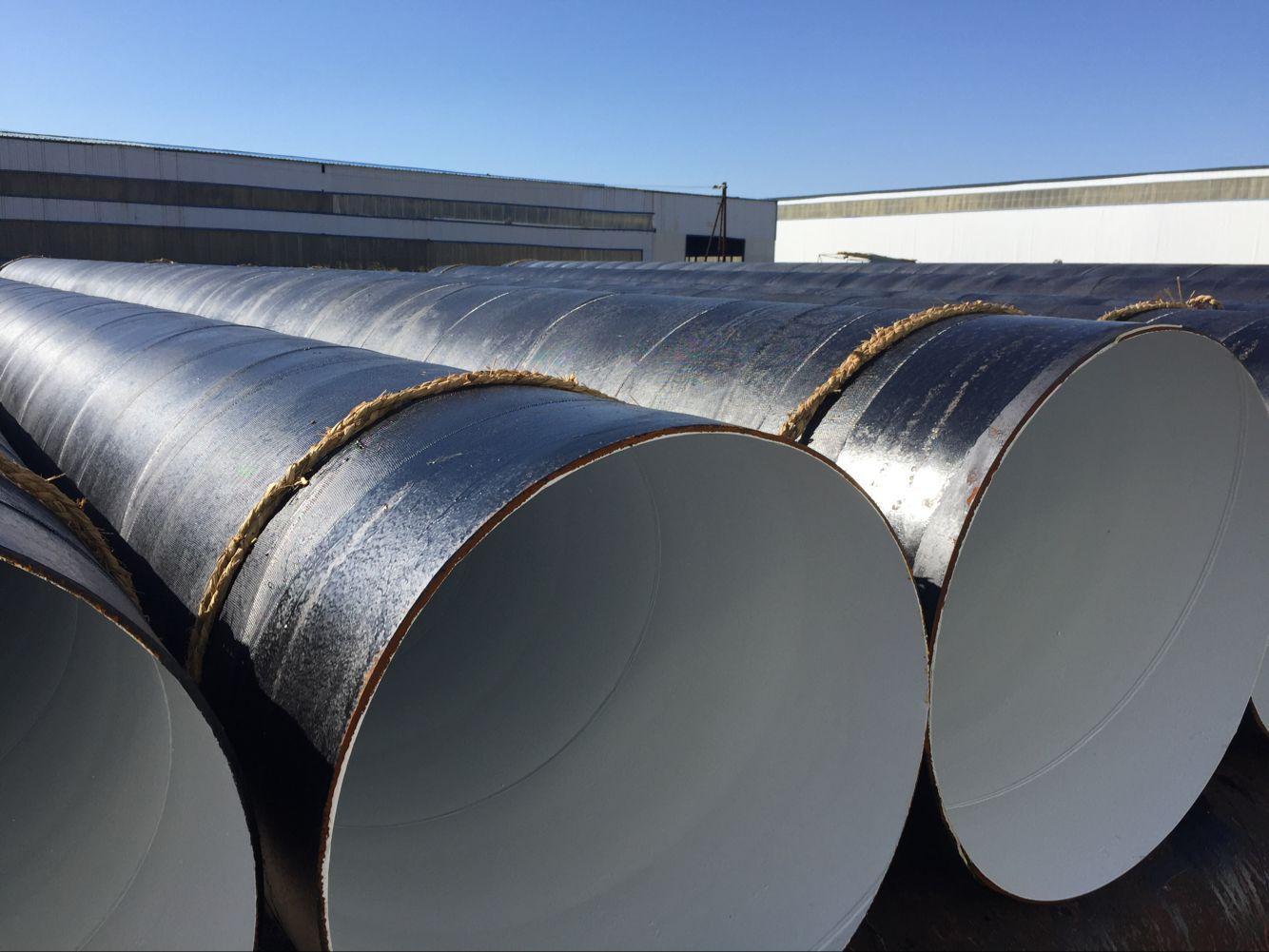
IPN8710无毒饮水防腐钢管价格,IPN8710饮水无毒管道防腐钢管
概述:供水管线内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满.
该产品属于“化学反应性”涂料,分双组份包装,甲组份为树脂、引发剂,乙组份为活性单体、催化剂。所以使用前,两种组份必须按规定的重要比例称量配比,混合搅匀并按规定时间进行熟化30 分钟后才可施工,经熟化后的涂料应在 6 — 8 小时内用完,以免胶结浪费。配比如下: 底漆、甲组份:乙组份=1桶:1 桶。请严格按要求配比(或按厂家当时告知的配比施工) 面漆、甲组份:乙组份=1桶:1 桶。请严格按要求配比(或按厂家当时告知的配比施工)道漆涂刷后,待 24 小时以上,再涂刷*二道漆。该漆使用后,包装桶盖必须盖严密封,否则易受潮气、醇、水的作用而变质。在常温下漆膜施工后在常温下干燥7—10天后才可投入使用。
注意事项:
1.产品应存放在阴凉、通风干燥处,隔绝火源,远离热源。
2.本产品为厚浆型涂料,可厚涂施工以不流挂为宜,开桶后一般不加稀释剂即可刷涂。
3.涂料存期过长后,会略有沉淀,使用前应搅拌。
4.涂料配制后,夏天熟化20分钟,冬天熟化1.5-2小时后施工,一般在8小时内用完,否则粘度增稠,不易施工。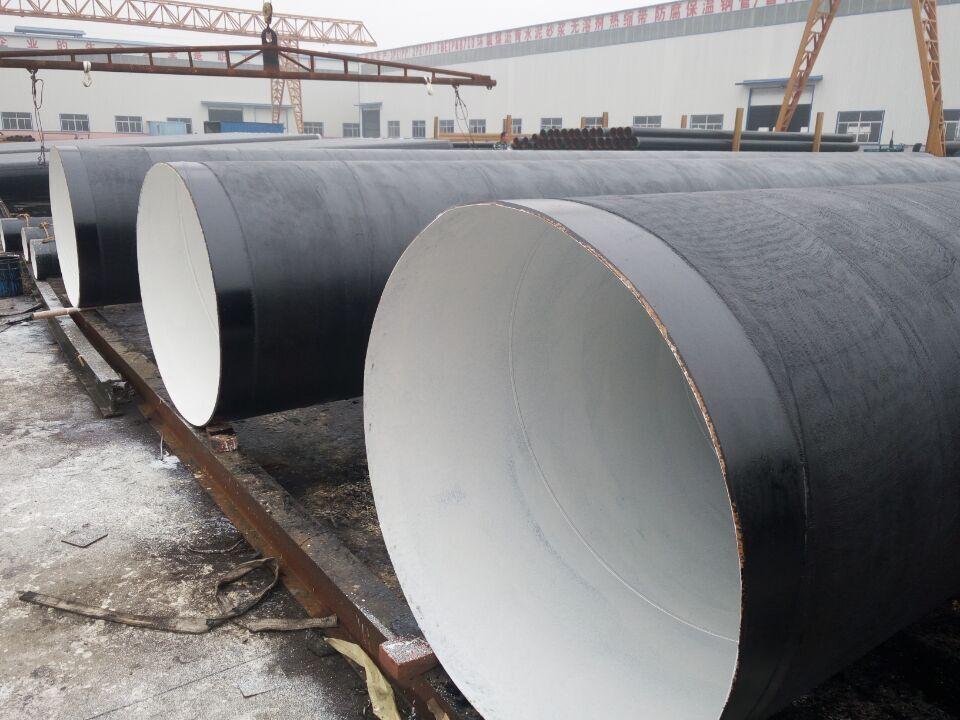
(5)阴雨天或相对湿度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
(2)涂料配比为:甲组分(基料)、乙组分(固化剂)=10kg漆;1kg固化剂(或按我厂告知的比例配比施工)。
供应API螺旋焊管,LSAW螺旋钢管,双面埋弧焊螺旋钢管,Q345B螺旋钢管,Q235B螺旋钢管,水利工程钢管,污水处理管道,小口径螺旋钢管,12米螺旋钢管,螺旋钢管基地,盐山螺旋钢管,河北螺旋钢管,沧州螺旋管,镀锌螺旋钢管,定尺螺旋钢管 6米螺旋钢管,12米螺旋钢管,API螺旋焊管,大口径螺旋焊管,小口径螺旋焊管,压力螺旋焊管螺旋缠绕钢管,输泥螺旋管排水螺旋管德标螺旋钢管,小口径螺旋钢管厚壁螺旋钢管薄壁螺旋钢管螺旋钢管,q345b螺旋钢管,打桩用螺旋钢管,螺旋缠绕钢管,螺旋缠绕钢管,输泥螺旋钢管等。公司现有五条螺旋钢管生产线,能生产Φ219-Φ2850mm双面埋弧焊钢管,壁厚为5-26mm,产品符号SYT5037-2000标准、GBT3091-2008标准、GBT97111-1997标准、API Spec 5L标准和API 5CT标准,材质为Q235AB、16Mn、L245和X42-X80级钢板 我公司是及生产加工于一体的大型企业,公司为您提供优质的服务。我公司生产的打桩厚壁卷管材质有16MN、Q235B、Q345B、20、10、35、45、20G、27SIMN、12CrMOV、40Cr、15CrMo、35CrMo、10CrMo910、Cr5Mo、A335P22的打桩厚壁卷管。
主要生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了**的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。